Blechlexikon
Einleitung
Diese Konstruktionsrichtlinie beschränkt sich auf die Blechbearbeitung (Lasern, Biegen, Schweißen, …) und ist für alle gedacht, die Teile aus Blech konstruieren und bei uns fertigen lassen. Sie soll als Hilfestellung dienen, um Ihre Blechkonstruktion von Anfang an fertigungsgerecht aufzubauen. Werden die Hinweise beachtet und in Ihren Konstruktionsprozess eingearbeitet, können wir für Sie effizienter und kostengünstiger fertigen.
Bestehen weitere Fragen, so kontaktieren Sie uns gerne unter info@3p-factory.de.
Grundlagen Richtlinien CAD-Anforderungen
- Verarbeitbare Dateiformate: DXF, DWG, STEP, SLDPRT, IGES, GEO
- DXF/DWG-Zeichnung ist im Maßstab 1:1
- Weitere Bearbeitungen am Bauteil wie Gewinde, Senken, Passlöcher, Fasen oder Gravuren müssen mit einer beigefügten PDF-Zeichnung genau beschrieben werden
- Min. Lochdurchmesser = 0,7 x Blechstärke
- Min. Schlitzbreite = 0,7 x Blechstärke
Richtlinien Zeichnungsanforderung
- Bei Biegeteilen benötigen wir alle Maße, die für die Fertigung des Bauteiles wichtig sind, wie z.B. Biegemaße, Biegewinkel, Biegeradien
- Die Zeichnung ist nach der europäischen Projektionsmethode auszuführen
- Für die Herstellung von Gewinden, Senkungen, Passlöcher oder Fasen werden folgende relevante Maße gefordert:
Kernlochdurchmesser
- Winkel
- Tiefe
Außendurchmesser
- Standardgewindegröße M3 – M24, bei abweichender Gewindegröße ist diese anzugeben.
- Bei besonderen Oberflächenarten wie „geschliffen, gebürstet oder foliert“ muss diese mit ausgewiesen werden. Das gleiche gilt für die Sichtseite!
- Angaben zum Laser-Startpunkt sind zwingend in einer Zeichnung mit auszugeben wnn dieser die Funktion de Bauteiles beeinträchtigen könnte.
- Sollten Sie für die Bauteilkennzeichnung durch Textgravuren oder durch Positionswunsch benötigen, geben Sie dies auch in der Zeichnung an.
1. Allgemeintoleranzen
DIN ISO 2768
1.1 Allgemeintoleranzen für Längen und Winkelmaße DIN ISO 2768-1
Tabelle 1-1 Allgemeintoleranzen für Längenmaße
Toleranz-klasse |
Grenzmaße (mm) für Nennmaßbereich (mm) | |||||||
>0,5 bis 3 |
>3 |
>6 |
>30 |
>120 |
>400 |
>1000 |
>2000 | |
f (fein) |
±0,05 |
±0,05 |
±0,10 |
±0,15 |
±0,20 |
±0,30 |
±0,50 |
---- |
m (mittel) |
±0,10 |
±0,10 |
±0,20 |
±0,30 |
±0,50 |
±0,80 |
±1,20 |
±2,0 |
c (grob) |
±0,20 |
±0,30 |
±0,50 |
±0,80 |
±1,2 |
±2,0 |
±3,00 |
±4,0 |
v (sehr grob) |
---- |
±0,50 |
±1,00 |
±1,50 |
±2,5 |
±4,0 |
±6,00 |
±8,0 |
Tabelle 1-2 Allgemeintoleranzen für Radien und Fasen
Toleranz-klasse |
Grenzmaße (mm) für Nennmaßbereich (mm) | |||||
>0,5 |
>0,5 |
>3 |
>6 |
>30 |
>120 | |
f (fein) |
±0,00 |
±0,2 |
±0,5 |
±1,0 |
±2,0 |
±4,0 |
m (mittel) | ||||||
c (grob) |
±0,00 |
±0,3 |
±1,0 |
±2,0 |
±4,0 |
±8,0 |
v (sehr grob) | ||||||
Tabelle 1-3 Allgemeintoleranzen für Winkelmaße
Toleranz-klasse |
Grenzmaße in Winkeleinheiten für Nennmaßbereich (mm) (kürzester Winkelschenkel) | ||||
bis 10 |
>10 |
>50 |
>120 |
>400 | |
f (fein) |
±1° |
±30` |
±20` |
±10 |
±5` |
m (mittel) | |||||
c (grob) |
±1° 30` |
±1° |
±30` |
±15` |
±10` |
v (sehr grob) |
±3° |
±2° |
±1° |
±30` |
±20` |
1.2 Allgemeintoleranzen für Form und Lage DIN ISO 2768-2
Tabelle 1-4 Allgemeintoleranzen für Symmetrie
Toleranz-klasse |
Allgemeintoleranzen für Symmetrie (mm) für Nennmaßbereich (mm) (kürzeres Formelement) | |||
>3 |
>6 |
>30 |
>120 | |
f (fein) |
0,5 | |||
m (mittel) |
0,6 |
0,6 |
0,8 |
1,0 |
c (grob) |
0,6 |
1,0 |
1,5 |
2,0 |
Tabelle 1-5 Allgemeintoleranzen für Geradheit und Ebenheit
Toleranz-klasse |
Allgemeintoleranzen für Geradheit und Ebenheit (mm) für Nennmaßbereich (mm) | |||||
bis 10 |
>10 |
>30 |
>100 |
>300 |
>1000 | |
H |
0,02 |
0,05 |
0,1 |
0,2 |
0,3 |
0,4 |
K |
0,05 |
0,1 |
0,2 |
0,4 |
0,6 |
0,8 |
L |
0,1 |
0,2 |
0,4 |
0,8 |
1,2 |
1,6 |
Tabelle 1-6 Allgemeintoleranzen für Rechtwinkligkeit
Toleranz-klasse |
Allgemeintoleranzen für Rechtwinkligkeit (mm) für Nennmaßbereich (mm) (kürzerer Winkelschenkel) | |||
bis 100 |
>100 |
>300 |
>1000 | |
H |
0,2 |
0,3 |
0,4 |
0,5 |
K |
0,4 |
0,6 |
0,8 |
1,0 |
L |
0,6 |
1,0 |
1,5 |
2,0 |
Tabelle 1-7 Allgemeintoleranzen für Lauf
Toleranz- klasse |
Allgemeintoleranzen für Lauf (mm) (Rundlauf und Planlauf) |
H |
0,1 |
K |
0,2 |
L |
0,5 |
2. Laser-
und Brennzuschnitte
Dieser Konstruktionskatalog definiert Grenzwerte für den Laserzuschnitt und dient zur Vorgabe bzw. Ausführung von Verzapfungsverbindungen. Weiter werden Toleranzabweichungen für den Laserzuschnitt und Ebenheitstoleranzen für Bleche angegeben.
2.1 Grenzwerte
beim Laser-/Brennzuschnitt
2.1.1 Grenzwerte beim Laserzuschnitt
Blechstärke t (mm) |
kleinstes Loch DB (mm) |
kleinste Schlitzbreite DS (mm) |
Kleinster Eckenradius rE |
1 |
0,5 |
0,5 |
0,2 |
1,5 |
1,2 |
0,8 |
0,2 |
2 |
1,4 |
1 |
0,3 |
2,5 |
1,5 |
1,5 |
0,3 |
3 |
2 |
1,5 |
0,3 |
4 |
3 |
2 |
0,4 |
5 |
2,5 |
2,5 |
0,5 |
6 |
4 |
3 |
0,6 |
8 |
5,5 |
4 |
0,8 |
10 |
6 |
5 |
1 |
12 |
7,5 |
6 |
1,2 |
15 |
10,5 |
7,5 |
1,5 |
20 |
14 |
10 |
2 |
25 |
17,5 |
12,5 |
2,5 |
2.1.2 Grenzwerte
beim Brennzuschnitt
Blechstärke t (mm) |
kleinstes Loch DB (mm) |
Blechstärke t (mm) |
kleinstes Loch DB (mm) |
20 |
26 |
45 |
67 |
25 |
33 |
50 |
75 |
30 |
39 |
60 |
90 |
35 |
52 |
70 |
105 |
40 |
60 |
- |
- |
2.2 Blechformate
- Kleinformat 1.000 mm x 2.000 mm
- Mittelformat 1.250 mm x 2.500 mm
- Großformat 1.500 mm x 3.000 mm
- Maxiformat 2.000 mm x 4.000 mm
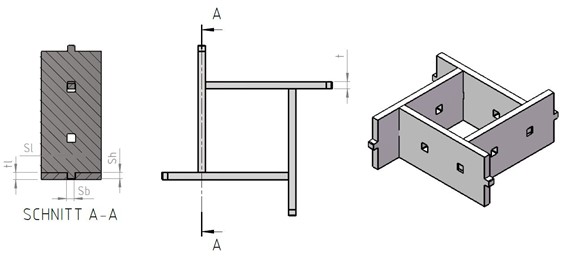
2.3 Steckverbindungen
Die Dimensionen von Stecker und Steckloch sind für jeden Verbindungspartner und für jede Blechstärke separat durch die nachfolgende Tabelle zu ermitteln.
Steckverbindungen mit gleicher Blechstärke
Kategorie |
Blechstärke ts/ti (mm) |
Breite Stecker Sb (mm) |
Höhe Stecker Sh (mm) |
Maße Steckloch fest Sf (mm) |
Maße Steckloch lose Sl (mm) |
A |
2,0 bis 4,0 |
ts |
ti - 1 |
ts +0,5 |
2 x ts |
B |
5,0 bis 8,0 |
ts |
ti – 2 |
ts +1 |
2 x ts |
C |
10,0 bis 12,0 |
ts |
ti - 3 |
ts +2 |
2 x ts |
D |
15,0 bis 25,0 |
Positionsgravur |
Positionsgravur |
Positionsgravur |
Positionsgravur |
Weitere Empfehlungen:
· Min. zwei Steckverbindungen pro Teil
· Abstand zur nächsten Steckverbindung ca. 250-350 mm
· Stecker min. 10mm vom Teilerand entfernt positionieren
2.4 Schraub- u. Nietverbindungen in Blech
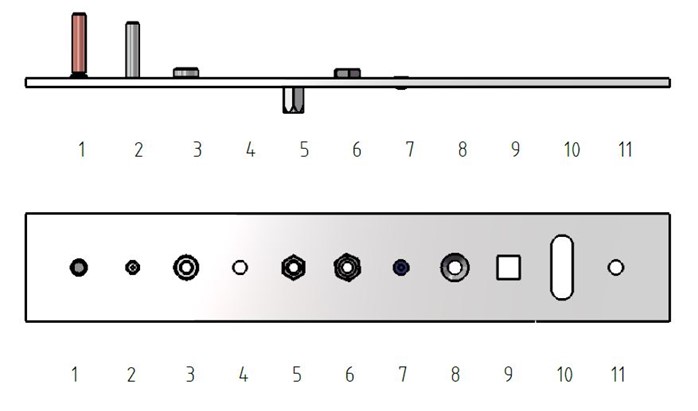
1 Gewindeschweißbolzen (Hersteller Fa. Soyer, HBS, etc.)
2 Gewindeeinpressbolzen (Hersteller Fa. KVT, Böllhoff, etc.)
3 Einpressmutter (Hersteller Fa. KVT, Böllhoff, etc.)
4 Gewindeloch Regelgewinde metrisch DIN 13-1, Gewindeloch Feingewinde DIN 13-2 und Gewindeloch
Zollgewinde DIN ISO 228-1
5 Skt-Blindnietmutter (Hersteller Fa. KVT, Tubtara, Würth, etc.)
6 Skt-Schweissmutter DIN 929 (Hersteller Fa. Würth, etc.)
7 POP-Blindniet DIN 7337 (Hersteller Fa. Würth, etc.)
8 Kegelsenkung für Senkschrauben DIN 74
9 Vierkantausschnitt für Schlossschrauben DIN 603
10 Lochpunktschweißung Langloch
11 Lochpunktschweißung Rundloch
Loch-/Langlochdurchmesser für Schrauben
Gewinde d |
M4 |
M5 |
M6 |
M8 |
M10 |
M12 |
M16 |
M20 |
M24 |
D [mm] |
4,5 |
5,5 |
6,6 |
9 |
11 |
13,5 |
17,5 |
22,0 |
26 |
Lochdurchmesser für Schweißmuttern nach DIN 929
Gewinde d |
M4 |
M5 |
M6 |
M8 |
M10 |
M12 |
M16 |
D [mm] |
6,2 |
7,1 |
8,3 |
10,6 |
12,7 |
14,9 |
18,8 |
Schlüsselweite für Blindnietmuttern
Gewinde d |
M4 |
M5 |
M6 |
M8 |
M10 |
M12 |
SW [mm] |
6,1 |
7,1 |
9,1 |
11,1 |
13,1 |
16,1 |
Vierkantausschnitte für Schlossschrauben u. Senkkopfschrauben mit Vierkant
Gewinde d |
M6 |
M8 |
M10 |
M12 |
M16 |
M20 |
SW [mm] |
7 |
9 |
11 |
13 |
18 |
22 |
Lochdurchmesser für POP-Blindniet
Niet D [mm] |
3,0 |
4,0 |
5,0 |
6,0 |
D [mm] |
3,1 |
4,1 |
5,1 |
6,1 |
Durchmesser Schweißpunkt für Lochschweißverbindungen
Blechstärke t [mm] |
D [mm] |
1 bis 2 |
8 |
3 bis 4 |
10 |
5 bis 6 |
12 |
Lochschweißverbindungen werden nur im Dünnblechbereich eingesetzt. Nur Verbindungen ohne Sicherheitsrelevanz!
2.5 Rohr- und Profilzuschnitte
Werkstückgewicht: max. 1500 kg
Werkstücklänge: max.
5800 mm
Rohr- und Profilabmessungen für die Profil-Laserbearbeitung
Profilform |
Abmessung [mm] | |
Min. |
Max. | |
Rundrohr |
D=20 |
D=408 |
Hohlprofil |
20 x 20 |
300 x 300 350 x 250 400 x 100 |
U-Profil |
20 x 20 |
254 x 254 |
L-Profil |
20 x 20 |
254 x 254 |
I-Träger |
20 x 20 |
200 x 200 |
H-Träger |
20 x 20 |
200 x 200 |
Sonstige |
20 x 20 |
254 x 254 |
Weitere Empfehlungen:
· Position der Profilschweißnaht (wenn vorhanden) auf der Zeichnung angeben
· Ausschnitte für Profile in Blechen umlaufend um 0,8mm vergrößern
Radien von Hohlprofilen:
· Warmgefertigte Rohre nach EN 10210
o Eckenradius Innen r = t
o Eckenradius Außen r =2 x t
· Kaltgefertigte Rohre nach EN 10219
o Eckenradius Innen r = 1,5 x t
o Eckenradius Außen r = 2,5 x t
3. Biegeteile
3.1 Grenzwerte für Biegearbeiten
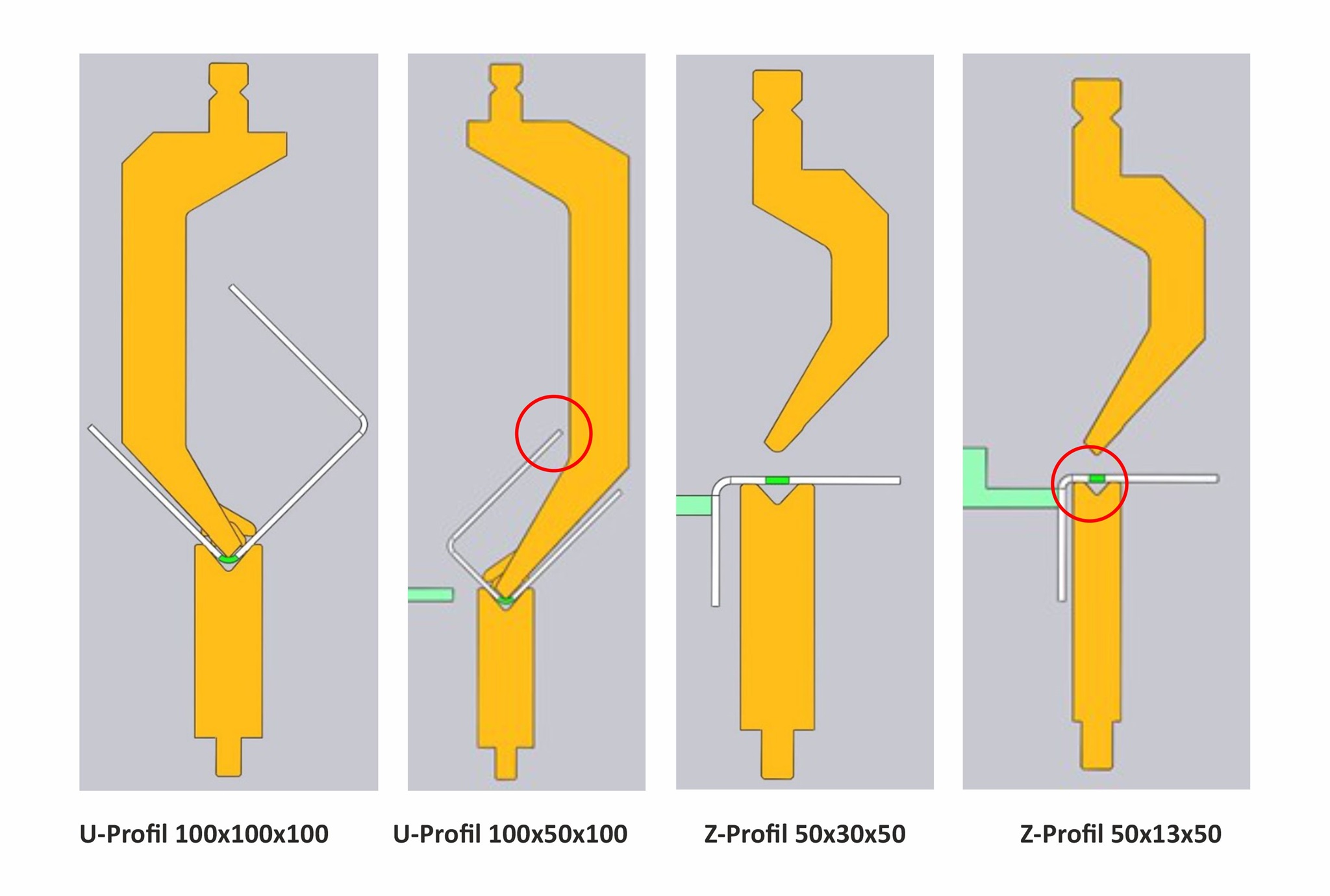
Parameter Biegeteile:
Blechstärke t [mm] |
Biegeradius r [mm] |
Kleinste Schenkellänge L1 [mm] |
Kleinster Lochabstand L2 [mm] |
Maximaler Biegewinkel ⌂ [ °] |
Z-Profil Z [mm] |
U-Profil U [mm] |
1 |
1,0 |
4,5 |
4 |
35° |
7,5 |
10,5 |
1,5 |
1,5 |
5,5 |
5 |
35° |
13 |
10,5 |
2 |
2,0 |
6,5 |
6 |
35° |
13 |
10,5 |
2,5 |
2,5 |
9 |
8 |
35° |
13 |
10,5 |
3 |
3,0 |
11,5 |
10 |
35° |
16 |
11 |
4 |
4,0 |
13 |
12 |
35° |
21 |
16 |
5 |
5,0 |
16,5 |
15 |
65° |
21 |
20 |
6 |
8,0 |
22 |
20 |
65° |
29 |
25 |
8 |
10,0 |
33 |
30 |
65° |
42 |
38 |
10 |
12,0 |
45 |
40 |
75° |
42 |
38 |
12 |
16,0 |
60 |
50 |
85° |
52 |
50 |
15 |
22 |
70 |
60 |
85° |
- |
- |
Weitere Empfehlungen:
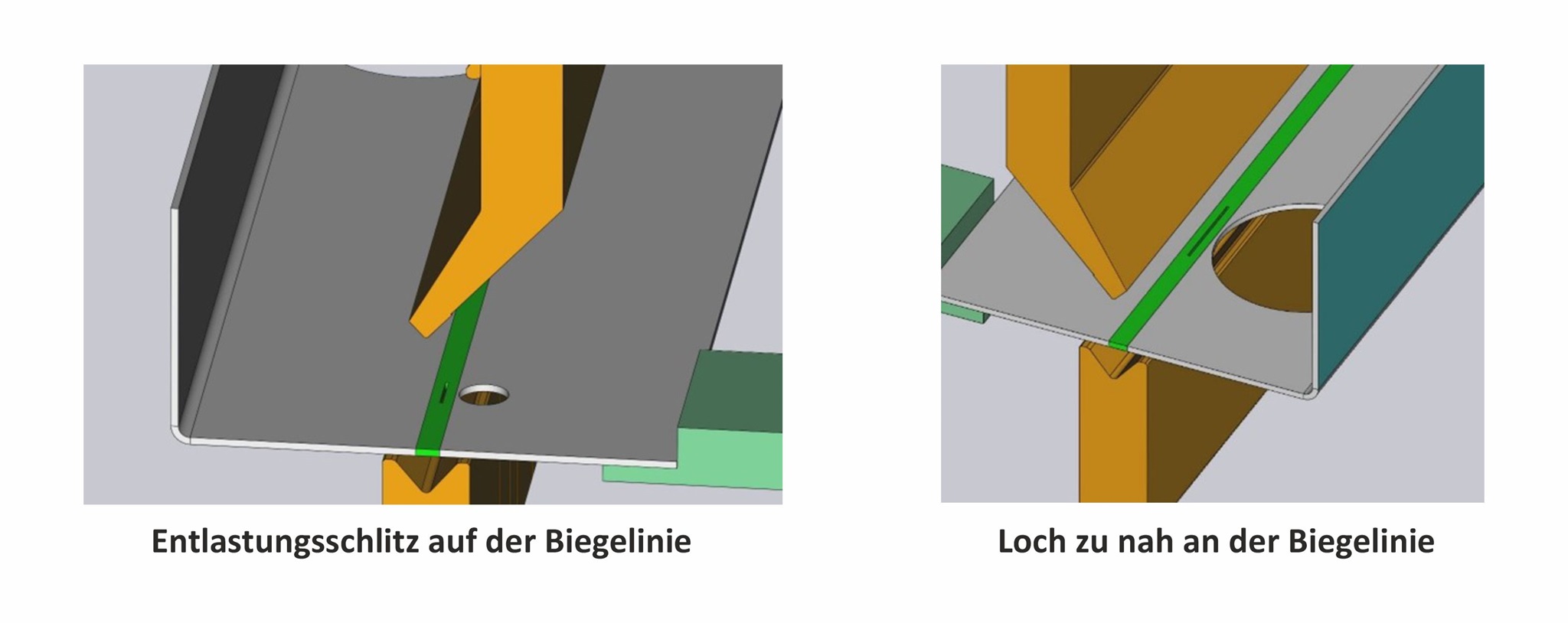
· Entlastungskerben wenn möglich vermeiden
· Maße für Entlastungskerben und Biegefreischnitte sind dem Kapitel 4.1
„Grenzwerte beim Laser-/Brennschnitt“ zu entnehmen.
5.3 Grenzabmaße für Biegearbeiten
Für
einfache, einzelne Biegungen gelten die Allgemeintoleranzen der Toleranzklasse
m (mittel) für Längen- und Winkelmaße
nach DIN EN ISO 2768-1.
Für große Bauteile und/oder mit mindestens zwei aufeinanderfolgenden Biegungen können die Allgemeintoleranzen der Toleranzklasse c (grob) nach DIN EN ISO 2768-1 sicher eingehalten werden. Entsprechend geforderte Toleranzen müssen von Fall zu Fall geprüft und explizit in der Zeichnung angegeben werden, da sie i.d.R. nicht dem Standard-Zeichnungskopf entsprechen. Die Allgemeintoleranzen der Toleranzklasse c (grob) dienen dabei als Orientierung.
5.4 Normen für Blechteile in der Blechbearbeitung
DIN EN ISO 9013-1: Thermisches Schneiden
DIN EN 10029: Ebenheitstoleranzen Blechteile
DIN ISO
2768-1: Grenzmaße für Längenmaße und Winkelgenauigkeit
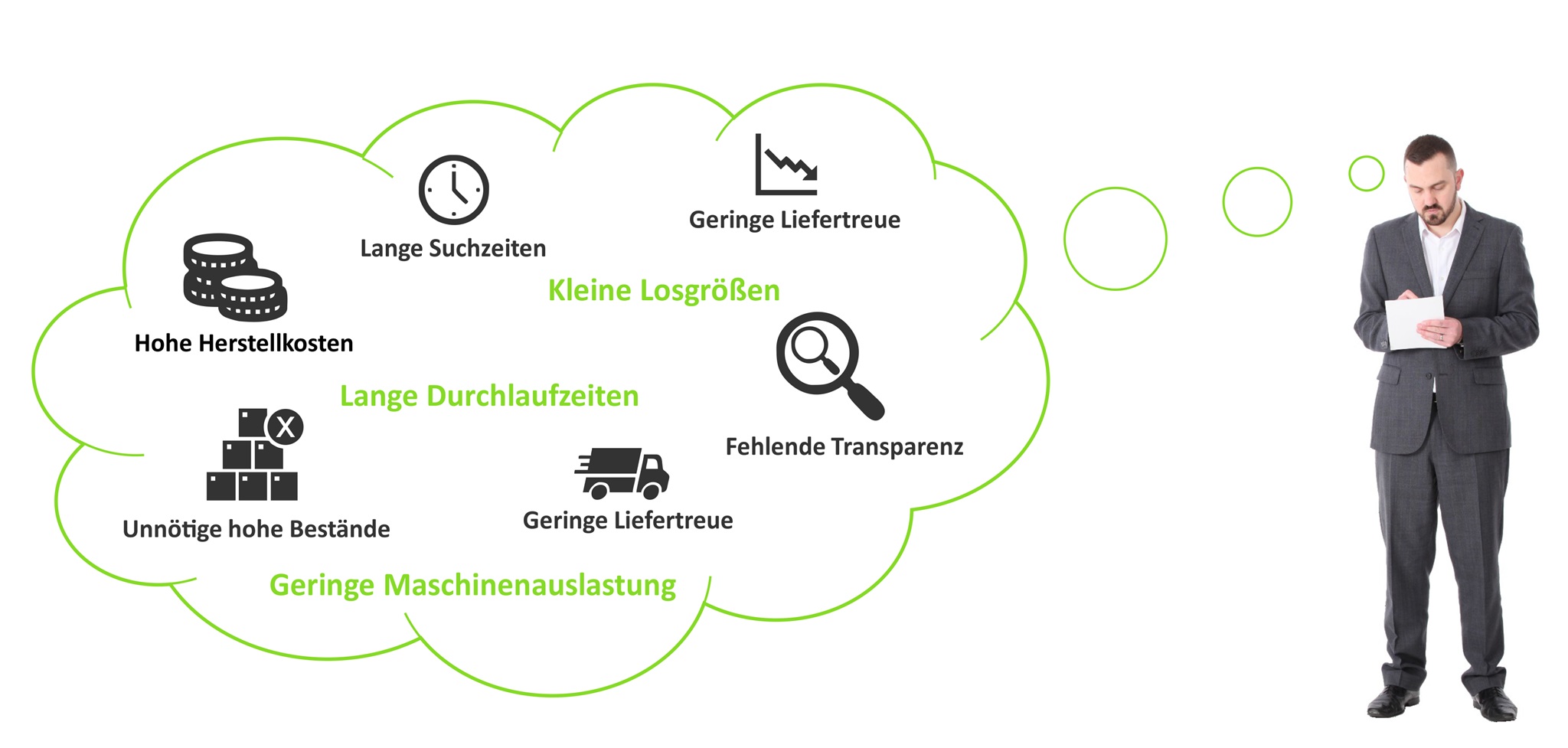
Tägliche Herausforderungen in der Blechbearbeitung
Welche Faktoren beeinflussen den Teilepreis?
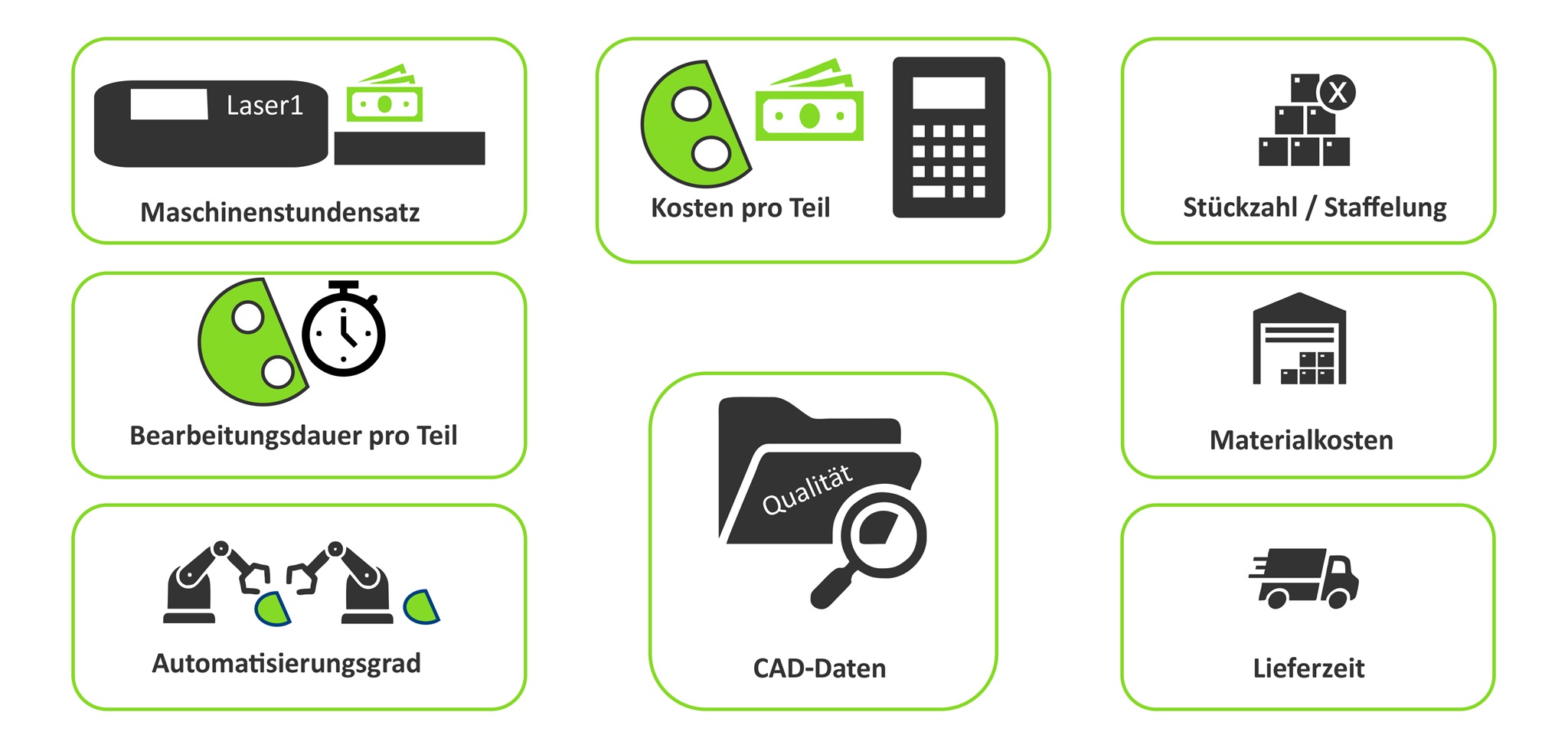
Gewinn= Umsatz – Kosten
(man spricht auch gerne von „versteckten Kosten“)